Сварочный инвертор - это импульсный преобразователь сетевого напряжения в сварочное, по своему принципу подобный импульсным сетевым блокам питания, которые используются почти во всех современных электронных приборах. Сетевое напряжение выпрямляется и подается на схему из быстродействующих силовых ключей (IGBT-транзисторов и т.п.), преобразующих постоянное напряжение в переменное повышенной (десятки килогерц) частоты, подаваемое далее на первичную обмотку трансформатора. Благодаря высокой частоте габариты трансформатора на мощность в несколько киловатт радикально уменьшаются и сварочный аппарат становится компактным прибором, который можно переносить одной рукой или кинуть в багажник легковушки. В инверторном сварочном аппарате легко реализуется плавная регулировка и стабилизация сварочного тока с оптимальной формой нагрузочной характеристики, что упрощает сварку и улучшает ее качество.
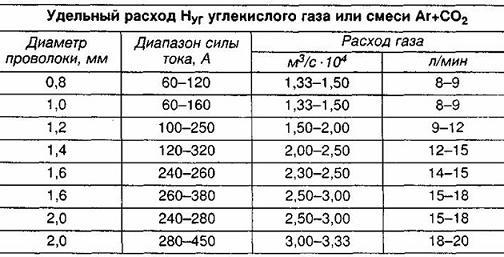
Зависит от многих факторов, свариваемого материала, диаметра проволоки, силы сварного тока. Вот в учебнике нашел вот такую табличку, может сгодится
А вот расход газа для цветных металлов немного отличается от расхода для сталей в большую сторону в 1,5 и 2 раза.
титана и его сплавов расход аргона 35 - 50 литров в минуту,
алюминия расход аргона 15 -20 литров в минуту,
меди расход газа составляет 10 -12 литров в минуту,
магниевых сплавов расход аргона 12 -14 литров в минуту,
никелевых сплавов расход аргона 10 -12 литров в минуту,
Должна подходить. В любом случае нужно вникать в особенности данной сварки, какой газ, какая полярность должны быть. А так методом старого профессора Тыка можно)) Конечно для нержавейки в идеале нужен ТИГ и аргон.
Трансформатор в сварочном полуавтомате (да и в большинстве других сварочных аппаратов) предназначен для понижения сетевого напряжения и соответственно повышения тока для питания сварочной дуги. Это одна его функция. Вторая функция заключается в необходимости гальванической развязки сварочных цепей от фазного напряжения сети. Другими словами, чтобы сварщика не шарахнуло током, и не было недопустимых нагрузок на питающую сеть. Но не всегда для этого нужен именно трансформатор. Иногда применяется система мотор-генератор, при которой к сети подключается электродвигатель, приводящий во вращение генератор с необходимыми параметрами. Применялись и моноблочные системы, в которых мотор и генератор были собраны в одном корпусе, с общим валом. Называется такая конструкция умформер, в зависимости от конкретной конструкции может использоваться взамен трансформатора, выпрямителя или преобразователя частоты. В последнее время применяется редко из-за низкого КПД, больших габаритов и веса, высокого уровня шума. Кроме того, существуют автономные источники питания сварочной дуги, работающие от бензинового или дизельного двигателя, не связанные с электросетью и обычно не требующие применения трансформатора и выпрямителя, так как их генераторы выдают сразу постоянный ток. И если раньше такой сварочный агрегат (типа САК) весил примерно тонну, то современный бензогенератор с мощностью, достаточной для питания полуавтомата, легко грузится в багажник легкового автомобиля одним человеком. Однако надо учитывать, что полуавтомат с трансформатором и питанием от сети все-таки легче и удобнее в работе, поэтому бестрансформаторные варианты следует использовать только в местах, где сети нет или ее параметры не позволяют пользоваться полуавтоматом.
500 рублей пачка 5 кг 2 кг стоят 250 1 кг стоит 125