Мой город претерпел 2 стадии разрушения советского наследия. Первая- Независимость Украины. Вторая- восстание против Украины. Если-что, я сейчас про Луганск говорю. Так вот в первой стадии резко сократились промышленные мощности завода им.Октябрьской революции, аккумуляторного завода, завод эмализированой продукции был закрыт, тепловозостроительны<wbr />й в 2009м тоже окончательно прекратил работу. Сейчас оборудование тех заводов, которые все еще работали по состоянию на май 2014, вывезено или в Украину, или в Россию,а промышленность в г.Луганск остановлена.
Вообще, если вы были в Набережных Челнах, то сразу убедились бы в современной совершенствовании этого города. Там даже не бывает автомобильных пробок, вот именно так инженеры города продумали в совершенстве этот замечательный город.
13 декабря 1969 года был дан старт строительству новейшего в стране автомобильного завода. И только 16 февраля 1976 года из сборочного конвеера вышел первый КамАЗ-5320...
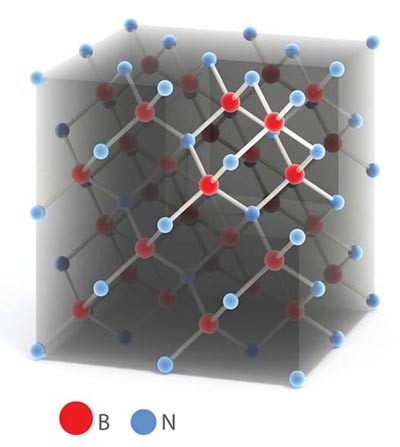
Кубический нитрид бора второй после алмаза синтетический материал по твердости кристаллической решетки, который получают при высоких температуре и давлении. Данный материал был специально разработан для замены им искусственного алмаза, чтобы применять его для обработки твердых и супертвердых материалов и тел, в составе которых содержится углерод. К таким материалом относится различные виды стали и чугуна. Процессы сверления, точения, фрезерования и т.д - все это область применения КНБ.
На самом деле производством инструмента из Кубического нитрида бора занимаются только ведущие концерны мира такие как Sandvik, Kennametal или Iscar. И только Sandvik имеет производственный процесс полного цикла производства инструмента из микронного порошка Кубического нитрида бора. А промышленное производство инструмента из нанопорошка Кубического нитрида бора на сегодняшний день в мире отсутствует.
Тем не менее компания ЗАО Микробор Нанотех - разработчик и производитель композинтых материалов нового поколения из Кубического нитрида бора и нано-КНБ, и соответственно инструментов из этих высокотехнологичных материалов.
Начиная с 2004-го года, серийный инструмент Микробор реализуется на рынке России, что позволило многим заказчикам внедрить прогрессивные технологии обработки металла. Данный инструмент имеет уникальные характеристики по производительности и ударостойкости в черновой обработке твёрдых и сверхтвёрдых материалов.
C 2005-го года инструмент Микробор экспортируется на зарубежные рынки. Компания располагает собственным представительством в Шанхае (КНР) для поддержки своих заказчиков в азиатском регионе.
В 2008-м году компания освоила выпуск новой продукции — напайной инструмент из КНБ, что позволило резко расширить границы применения инструмента.
В 2009-м году компания «Микробор» вышла на новый уровень эффективности — создан уникальный материал на базе применения композита из нано-КНБ (НКНБ), превышающего по твердости синтетический алмаз. Это позволило создать новую гамму инструмента линии «NANO» для финишной и суперфинишной обработки.
Компания «Микробор» уверена в большой перспективе применения материалов на основе НКНБ и КНБ в производстве инструмента. Подтверждением этому является заключение крупного инвестиционного контракта с государственной корпорацией РОСНАНО по финансированию строительства второй очереди производства.
Это будет одно из самых современных в мире производств инструмента из КНБ и НКНБ, выпускающее уникальную продукцию. Компания «Микробор Нанотех» планирует осуществить общий объем инвестиций более 900 млн. рублей и запустить новое производство в 2011-м году.
Есть еще производители инструмента из Кубического нитрида бора. Компания ЗАО Завод Композит. Санкт-Петербург. Их сайт.
В последние годы в мировой промышленности растет производство и применение лезвийных режущих инструментов из синтетических сверхтвердых материалов (СТМ) -кубического нитрида бора и поликристаллических алмазов, при существенном расширении областей использования этих инструментов.Эти принципиально новые как по технологии изготовления, так и по условиям эксплуатации инструментальные материалы позволяют вести обработку со скоростями резания на порядок более высокими, чем твердые сплавы. Стремительное расширение областей применения лезвийного инструмента из СТМ во всех промышленно развитых странах в настоящее время при точении, фрезеровании, сверлении, развертывании, растачивании, резке деталей из чугунов и закаленных сталей, цветных сплавов, новейших труднообрабатываемых композиционных материалов и сплавов объясняется устойчивой тенденцией автоматизации технологических процессов не только в массовом и крупносерийном, но главным образом в серийном и мелкосерийном и даже индивидуальном производстве, дающих приблизительно 75% всей машиностроительной продукции.Основной объективной предпосылкой для эффективного применения инструмента из СТМ в автоматизированных процессах на станках с ЧПУ, обрабатывающих центрах, спецстанках, автоматических линиях является возможность реализации оптимальных для СТМ высоких скоростей резания.По данным ВНИИинструмент годовая потребность российского рынка в инструментах из СТМ к 2005 году оценивается в 15...20 млн. долларов США. Однако в настоящее время отечественное производство и потребление не превышает 5% от указанной потребности. Одним из определяющих условий преодоления этого отставания является применение современного точного высокоскоростного оборудования, такое оборудование выпускают и наши отечественные ведущие станкостроительные фирмы.Резкое увеличение скорости при прочих равных условиях обеспечивает соответствующее увеличение минутной подачи инструмента, т.е. производительности процесса , а также уменьшение силы резания, наклепа и шероховатости обработанной поверхности, а значит, точности и качества обработки.Таким образом, экономический эффект от внедрения токарных и расточных резцов, фрез и другого лезвийного инструмента на основе режущих элементов из СТМ для высокоскоростного резания по труднообрабатываемым материалам со скоростями 500...3000 м/мин обеспечивается за счет повышения скорости резания в 5...10 раз, производительности обработки в 1,5...10 раз, стойкости инструмента как минимум на порядок, качества обработки поверхности по сравнению с твердосплавным твердосплавным инструментом.
Компания Сутекс так же предлагает такие пластины продукты производства. Вот что они заявляют о себе.
Компания «Сутекс» производит и предлагает к продаже все виды режущего инструмента, оснащенными как пластинами из композиционного материала на основе кубического нитрида бора (КНБ), так и без пластин.
Все мы знаем, насколько важно применение надежного и практичного инструмента в металлообработке, где из-за малейшего несоответствия чертежу или брака отдельной части детали, дорогостоящую заготовку можно выбросить. Поэтому Мы предлагаем Вам только инструменты самого высокого качества.
Наши металлорежущие инструменты обладают рядом преимуществ:
высокая твердость, благодаря которой возможна обработка сталей и сплавов твердостью HRCэ 45-70 точением и фрезерованием;
высокая чистота обработанной поверхности;
шлифовка по литейной корке;
возможность нарезания резьбы на закаленных сталях;
способны обрабатывать детали с прерывистой поверхностью;
обработка марганцовистых сталей и силицированных графитов;
обработка возможна как со смазочно-охлаждающей жидкостью, так и без нее.
Продажа режущих инструментов является основным направление нашей фирмы. При обращении в ООО «Сутекс» Вам предоставят квалифицированную помощь в выборе режущего инструмента. Пластины режущие изготовлены на основе КНБ для резцов и фрез по номенклатуре ISO-1832 и ГОСТ 28762-90 (СТСЭВ 6845-89).