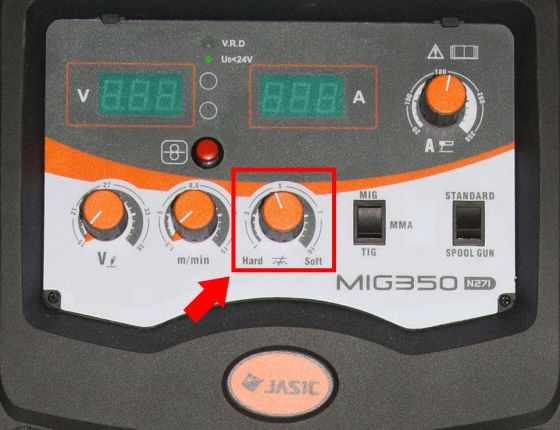
В профессиональных сварочных аппаратах для полуавтоматической сварки есть такая функция, как регулирование индуктивности. Она облегчает процесс сварки и улучшает качество сварного соединения, но зачастую сварщики не знают, зачем нужна эта функция и как с ней работать.
Чтобы понять, как применяется функция "индуктивность"» рассмотрим сварочный процесс более подробно. Начало сварки при работе сварочным полуавтоматом происходит так: чтобы поджечь дугу электродной проволокой касаются поверхности детали, при этом происходит короткое замыкание и напряжение падает до нуля, а ток резко повышается, после чего начинается горение дуги и плавление проволоки. Резкий скачок тока вызывает быстрое плавление электродной проволоки с сильным разбрызгиванием.
Чтобы сделать нарастание сварочного тока не таким быстрым в электрическую цепь сварочного полуавтомата добавляется катушка индуктивности. При движении тока через катушку возникает магнитное поле, при помощи которого и регулируется скорость нарастания сварочного тока.
Чем больше значение индуктивности, тем меньше скорость нарастания сварочного тока. При максимальном значении индуктивности скорость нарастания сварочного тока – минимальна. Такая настройка позволяет получить большую глубину проплавления, более жидкую сварочную ванну, гладкий и ровный валик шва. Минимальное значение индуктивности дает высокий процент разбрызгивания металла, выпуклый валик сварного шва и снижение температуры дуги.
Следует отметить, что для каждого режима сварки существует свое оптимальное значение индуктивности, которое не будет подходить для любого другого режима.